Hae
Uutiset
Videot
Työkoneet
Kuljetuskalusto
Autot
Tapahtumat
Blogit
Jätä uutisvinkki
Näköislehdet
Konepörssi
Mediatiedot
Hae
Uutiset
Kuljetuskalusto
Kovi Oy: 50 vuotta kehityksen kärjessä
23.04.2024
Työkoneet
Makupaloja Mansen Mörinöiltä 2024 – osa 2
23.04.2024
Yleinen
FinnBuild Highlights 2024 -kilpailu on avattu
23.04.2024
Autot
Miltei joka viides sähköauto hylättiin
23.04.2024
Työkoneet
Kirjalansalmen sillan teräsrakenteen ensimmäinen siirto tehty
23.04.2024
Työkoneet
Makupaloja Mansen Mörinöiltä 2024 – osa 1
22.04.2024
Kuljetuskalusto
TAVO Oy:stä Champion-voiteluaineiden virallinen jälleenmyyjä
22.04.2024
Kuljetuskalusto
Mikkeliin nousee S ja V Variksen uusi Scania-korjaamo
19.04.2024
Autot
Uusi seitsemän henkilön Mazda CX-80
19.04.2024
Kuljetuskalusto
VR ja UPM Plywood yhteistyössä liikenteen päästöjen vähentämiseksi
19.04.2024
Kuljetuskalusto
Alemman tieverkon huono kunto uhkaa puukuljetuksia
19.04.2024
Yleinen
NYAB:lle vesirakennustöitä Södertäljen kanavassa
18.04.2024
Uutiset
Työtehoseura täytti 100 vuotta
18.04.2024
Työkoneet
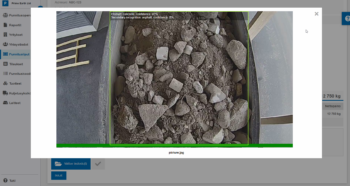
Tamtron tuo markkinoille AI-pohjaisen materiaalien tunnistusjärjestelmän
17.04.2024
Autot
Nissan Qashqai, entistäkin parempi
17.04.2024
Yleinen
GlobalConnect rakentaa valokuitukuitukaapelia Helsingissä
17.04.2024
Työkoneet
Työkoneiden vuokramarkkina supistuu ja sitten kasvaa
17.04.2024
Kuljetuskalusto
Vuosaaren tunneli suljetaan suunta kerrallaan 23.–25.4.2024
17.04.2024
Työkoneet
Nokian Renkaat Soil King VF suuritehoisille traktoreille
17.04.2024
Kuljetuskalusto
Retro Trucks Lahes 4.5.2024
17.04.2024
Työkoneet
ITR Finland valmistaa alavaunuja Kokkolassa
16.04.2024
Työkoneet
Juha-Matti Raatikainen Witraktorin liiketoimintajohtajaksi
16.04.2024
Työkoneet
Suomen Kulutusosa ja Airfil yhdistyvät
16.04.2024
Uutiset
Skanska toteuttaa Lahteen uuden K-Citymarketin
15.04.2024
Uutiset
Pohjois-Pohjanmaan ja Kainuun tienpidon ja liikenteen katsaus
15.04.2024
Uutiset
Kreate Sverigelle merkittävä tunnelin sisustusurakka
15.04.2024
Työkoneet
Wihuri keskittää huoltotoimintojaan Seinäjoelle ja Ouluun
15.04.2024
Autot
Näin valitset sopivat renkaat sähköautoon
15.04.2024
Työkoneet
Euro Auctionsin maaliskuun huutokaupassa vilkasta
13.04.2024
Työkoneet
Sähköistys vastaa tulevaisuuden tarpeisiin
13.04.2024
Kuljetuskalusto
Suurimmat Mansen Mörinät tulevana viikonloppuna
12.04.2024
Uutiset
GRK jatkaa Uudenmaan ratojen kunnossapitoa
12.04.2024
Lataa lisää
Luetuimmat
Tänään
Viikko
Kuukausi
Blogit
4 000 kilometriä uutta päällystettä ei vähennä korjausvelkaa
05.04.2024 | Jussi Mikkola
Hyvä liikenneinfra on osa huoltovarmuutta
12.03.2024 | Jussi Mikkola
Ihmisiä vuokrattavana
12.03.2024 | Olli Päiviö
Enemmän pieniä, vähemmän suuria
13.02.2024 | Olli Päiviö
Kaasu kasvattaa suosiotaan raskaassa kalustossa
12.02.2024 | Jussi Mikkola